
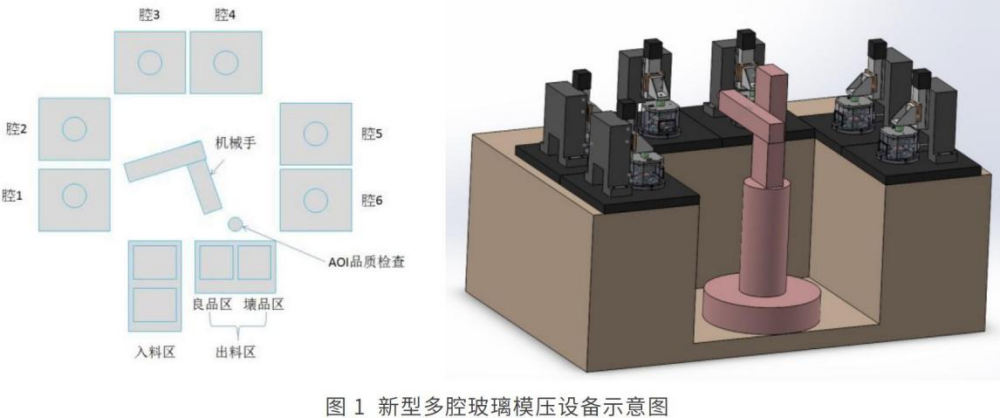
The participant's previous team independently developed a high-precision molding single-cavity machine, and will work with the current team to develop multi-cavity molding automated production equipment on this basis (Figure 1), which requires the integration of machinery, control, robotic arms, processes and software development-only with such engineering technology can success be achieved. The mechanical aspect includes the design of the host machine with 6 cavities. It is necessary to study the transmission structure suitable for the simultaneous operation of the 6 cavities and ensure the vacuum sealing. Considering the loading and unloading of the mold core, since the traditional design is based on screws fix the mold base, and installing a set of molds requires 8 screws. If 6 sets of molds are replaced at the same time, 48 screws need to be replaced each time, and 96 screws need to be loaded and unloaded once. Therefore, in terms of design, a mold positioning device will be studied, which can ultimately achieve rapid positioning, reduce the number of screw installations to 50%, and increase the assembly and disassembly efficiency of the mold by 30%, in terms of control, the main problem is the connection between the 6-cavity host machine and the robotic arm. Coordinate actions and study optimal control actions for software programming; process optimization mainly conducts optimization research on the temperature, time, and pressure of equipment heating and cooling. The research can ultimately develop stable and efficient fully automated production equipment. Capable of producing optical lenses of different sizes and aspherical shapes, the equipment can reach an expected production capacity of 2,400 pieces per day (20*120=2400), improving product quality to 99.5% yield and reducing the production time of each lens to a minimum. The developed operation interface allows users to operate easily and achieve optimal usage efficiency.
Optimization of the control process, cooperation between the robot arm and the process to optimize multi-cavity vacuum sealing(design, sealing rings, joints, pipeline specification design and processing), multi-cavity maintenance design, multi-equipment power control system design and optimization, suction cups optimization of automated lens removal methods(angle, position, suction). To optimize multi-cavity molding automated production equipment, the following technical problems must be solved:
1)Optimization of the control process . Since up to 6 cavities work simultaneously, the control process should avoid extending or stopping the production time of each cavity. Therefore, process optimization has a certain impact on production capacity and is very important.
2)To overcome the technical problem of the robotic arm needing to pick up glass bead materials and finished lenses. Since the minimum glass bead material is only 2 mm, the finished lens is aspherical. It is difficult to stably pick and place materials or lenses from the mold core. Therefore, the design of the clamp on the robotic arm must overcome the difficulties of multiple sizes and shapes. It is also necessary to design more than one mechanical clamp design for picking and placing to ensure success.
3)In addition, in order to ensure the vacuum sealing of the 6 chambers , the design includes appropriate sealing design, specifications and processing quality of various vacuum joints and pipes, as well as professional installation technology. These factors all affect the vacuum sealing in the chamber.
4)In order for maintenance and repair to affect the equipment downtime and production capacity, the equipment layout design must overcome the problem of non-interference between the working positions of humans and machines.
5)The power control system design of multi-cavity equipment needs to be optimized to reduce power consumption. Because each cavity requires two sets of power sources to heat the upper and lower molds respectively. Six cavities require 12 sets of power supplies, so the power consumption and cost will be quite high. Technically, we can use 6 sets of power supplies to supply 12 sets of heated wafers. We must control the production time between each cavity and use different heating periods in each cavity to achieve shared power.
6)Optimize the tool generation path to ensure the processing quality of hard and brittle materials. Difficulties in positioning: mold and mold core design, ensuring concentricity and parallelism through tolerance coordination, and achieving rapid assembly and adjustment, mold core installation and mold installation, upper and lower mold guide posts position. Ensure concentricity and parallelism through design. List critical tolerances as solutions.
7)In addition, after considering various technical problems, we will design and prepare a solution flow chart to provide engineers with efficient responses to various technical problems.
Telephone:+86 755-23256198
Zip code:518118
Address:No. 3002, Lantian Road, Pingshan District, Shenzhen, Guangdong, China.

SZTU WeChat Public Account

SGIM WeChat Public Account
Copyright @SZTU